we want to implement MRP Scheduling in our Company, so we set up a Test Server were we can experiment and play around with the MRP scheduling process to see how it works.
In this test enviroment there are no materials or products on stock and no other firm or released jobs. Safety/Min Qty is also set to zero. We have 5 Ressources. We then created a single forecast entry for one finished part.
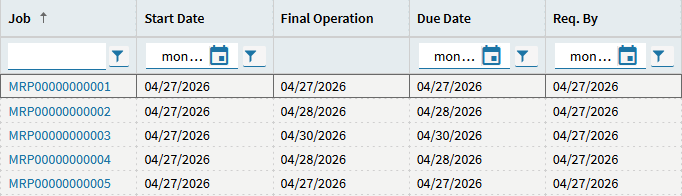
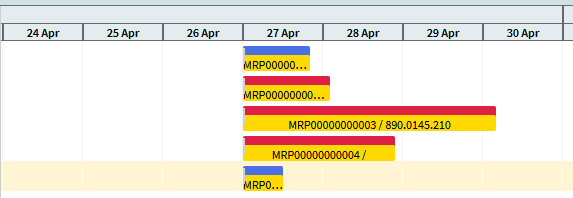
As we would expect MRP created 5 Jobs, one for every ressource. The Quantities for the jobs also makes sense to me based on parameters we have defined on the parts. But we dont understand the scheduling. We would have expect the jobs to be sequential, because Job A produces the material for Job B and so on. MRP-02 has a due date of 28th, but the job from the next assembly level MRP-03 is supposed to start on 27th. But in our logic MRP-03 needs to wait for the material to be produced from MRP-02 before it can start.
Can some explain this behavior ? I can share more information if needed.
We also made a ticket on epicare and uploaded our database, but iim not sure if they can help, so we tought to ask here.
You say that you have 5 resources that resulted in 5 jobs, does that mean each job only has one operation?
Are these jobs all for 1 part number with multiple subassemblies? So, one of the jobs is for the 0 level and the others are subassemblies to the 0 level?
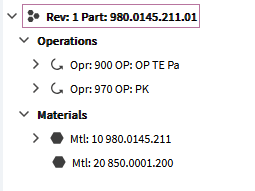
we actually have multiple operations but we have always defined the first operation as final operation in the method, we only need the other operations for our MES interface.(We dont use Epicor MES)
Each job is for a individual part number and a individiual ressource. We have not defined subassemblies in the method. The parts are only linked through the material in the BOM.
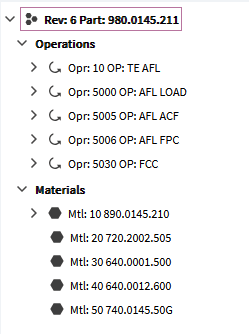
MRP-05 is Level 0 and has the produced material from MRP-04 in the BOM, MRP-04 has the produced material from MRP-03 in the BOM, and so on.
The other levels look similar, some have more/less Operations and material.
I can see MRP understands that, because when i create a demand for the level 0 part ( through forecast entry ) it creates jobs through all the assembly levels, to level 5 in our case.
But if there is no stock, why are the jobs all starting on the same day ? Our expectation was that MRP understands that it first needs to complete the job for the lvl 1 part, before the job for the level 0 part can start, because it needs the produced material from the job for the level 1 part.
If you have more Questions or need more details please ask.
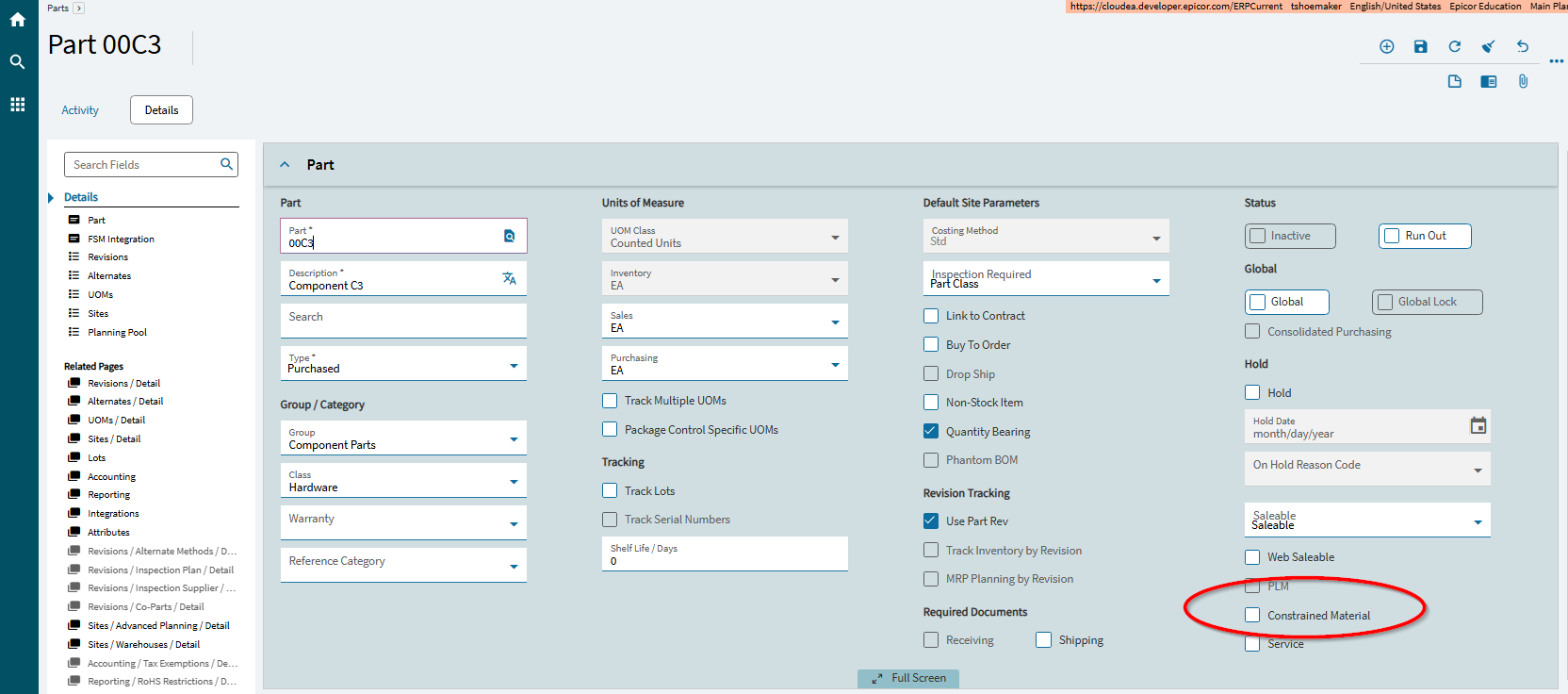
Have you turned on the Material Contraint flag? I believe that this might resolve the problem (if memory serves me correctly). Without this flag turned on, the system plans for material infinately, but with it on, it considers the material or assembly as a constraint when scheduling.
WARNING… it is not considered a good idea to turn this on for everything, as it will but a burden on the scheduling system. Typically, it would be turned on for those items that are harder to get and become a manufacturing constraint.
I didn’t know the system didn’t assume all material to be constrained. I thought that was the premise behind the whole thing. You need the raw materials in time to be able to start the job. Is this specifically for manufactured parts, maybe?
MRP touches the scheduling engine, but it’s not really a scheduler by itself. MRP is for making sure you have supply to satisfy your demand. It will generate jobs with appropriate require dates, it’s not going to do a great job of slotting those into your queue, especially if you have bottlenecks or backlogs where you have to prioritize jobs.
Yes, as @jtownsend said, MRP is not really scheduling, it is just throwing them on a schedule based off of their own individual need. If you want MRP to consider links between different parts, you need to set up the system to tell it.
In your instance, you would need to start at the method for MRP-05 and make MRP-04 a Plan As Assembly. You will also need to make MRP-04 Non-Stock. Move on to the MRP-04 method and do the same thing until you get to the end. Go to the Site and turn on Multi-Job. That will give you want after running MRP.
If you don’t want to do all that, just run Generate Shop Capacity Process, Calculate Global Scheduling Order, and Global Scheduling after you run MRP and the jobs should adjust.
Regular (NOT constrained) parts are assumed to be expeditable, so MRP (or Generate Suggestions) produces a Change PO Suggestion saying that you need to expedite that PO. For Constrained materials, it doesn’t do that, but rather reschedules the job (if you’re using the Epicor Scheduling functionality) to match it’s arrival date.
So in practice, you’d want to mark critical materials that CANNOT be expedited as Constrained. The rest you coax (cajole, seduce) your suppliers to expedite.
Ahh yes - now that you say that… that makes perfect sense. Our BOMs are fairly flat on the whole so we don’t run into issues like the OP. Most everything we use is purchased and then either a subassembly used in the job or a different line on the order with another flat job planning right alongside the main job. Lulls me into a false sense of knowing what the heck I am talking about! haha