Would like to hear how/if people are using Epicor to manage raw material inventory.
And any ways you have found to reduce/automate the management of inventory?
A.) Identifying shortages of raw material due to parts that require longer, continuous lengths.
.i.e. inventory reports only indicate the total inches on hand.
B.) Accounting/planning for inventory “shrinkage” due the blade kerf on sawing operations.
a.) Reduce Inventory levels
b.) Increase PO suggestion qtys
Especially if your raw mtls are used over a wide range of finished parts with varying lengths.
e.g. flat/round bars, square tubes, pipe, angles, channels, etc…
Where MRP generates the initial suggestions for raw materials. i.e. “gets you in the ballpark” AND then requires (a lot of) review/manual interaction between shop personnel and purchasing.
The existing part methods do not include any settings for scrap estimates. Almost all methods include an initial SAW operation - where metal band saws have an 1/8 inch blade kerf. - i.e. material is lost each cut and it is adding up. All raw material is stocked in inches (IUM)
I’ve recently started testing scrap estimates in part methods
and experimented adding scrap when an activity is ended in MES via a BPM.
So far… nothing I’ve tried “feels” that good or quite right.
Unfortunatley we don’t always know the number of pieces that ultimately come from a single bar.
Since they make so many different finished parts of varyng lengths and qtys out of the same mtl.
So shorter/partial bar sections work for many parts, but then others require longer sections of bar. Haven’t hit on a good way to plan the inventory levels automatically.
There isn’t any good solution, sadly. This has been discussed a couple of times, this thread here is the most in depth discussion I can remember. It makes me quite sad as this issue effects almost every material we buy and we have to do inventory adjustments each month.
You’re missing my point. If you were to run enough pieces to consume a full bar, how much drop would you have? Divide the full bar (in inches, if that is your
U/M) into the number of pieces you get from a full bar, and make the material on the BOM that amount.
This is going to be ridiculously hard to do in any system. Way back in vantage days we decided to stock in full sheets/lengths and the quantity on the bom is the percentage of a full length sheet etc that is used including some scrappage bunce.
We issue full sheets and manage all the off cuts off system as Epicor like many systems will aggregate any off cuts partial quantities ie if you have a requirement for a cut that needs a contiguous 0.9 of sheet and have three 0.33 off cuts, it will not make a suggestion as you have enough material.
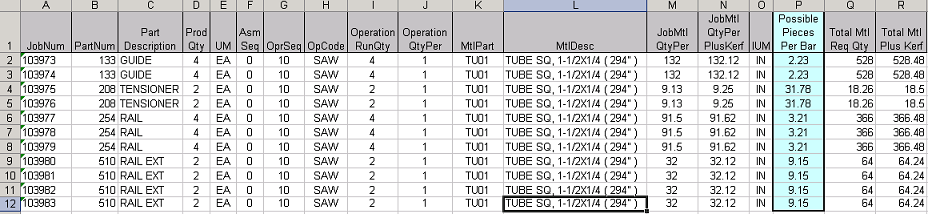
Yes, I’m probably missing something - or could it depend on environment? In this case - multiple partnums, with low run qtys? Ref sample spreadsheet below - is a list of a typical grouping of jobs related to one raw material. These are all of the finished parts will be used for a single sales order - i.e. on one piece of capital equipment. Where I’m not sure how to apply a possible of pieces from a bar as a BOM amount?
Yeah, they want to avoid method changes - and I have to admit there are some valid reasons.
For now looking to automatically handle the mtl losses due to the sawing operations Been testing a BPM to add scrap when ending saw activities. Calculating exact scrap valuesturned out to be a little involved. Where I must factor in labor qty and the finished lengths in order to end up with 1/2 inch mtl scrapped per each piece.
Well, turns out they’ll probably need to do something with methods anyway.
I just noticed rounding issues with LaborDtl.ScrapQt… two decimals only.
Not enough room for a BPM to handle all the different small amounts of scrap that would be involved .
That’s a problem that pretty much every inventory manager in the world struggles with. Our company (me really) has looked at the problem like this.
I can make a guess (scrap percentage) and almost always will be wrong, because it’s never the same, but it should average out to a somewhat stable amount. You have to weigh out what the worst case scenario is, and if being out of material is it, then you want to err on your scrap rate being a little higher than the running scrap rate. That way you will slowly creep up with more inventory than your system says, and you won’t run out, and your costs are for sure covered. Then you will need periodic cycle counts to correct. If you track the counts long enough, you can change that rate a little and get it to where the amount on the adjustments are reduced. But you will never get to perfect because there are too many factors involved, it’s never exactly the same.
If you need it exact, then you need to turn off backflushing and do manual issuing. You can still put that percentage (or amount) of scrap in your BOMs and you will actually be able to look at estimate vs actual, which could be very useful.