Would it be possible for someone to confirm something on costing lot size.
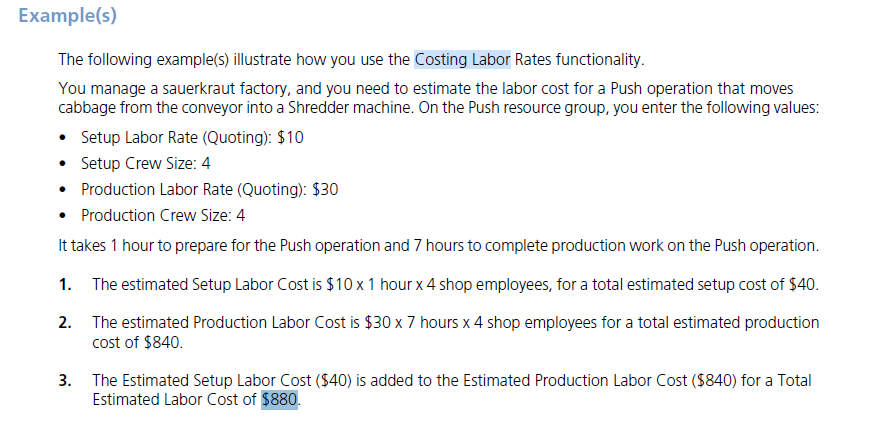
We have a parent part made up of lots of sub-assemblies. This typically runs in batches of 25 and has a costing lot size of 25. This has a number of piece parts that come together to make this parent part. In some cases the piece part may be used on other saleable parts - for example a bracket, and can have the a different lot size.
For example saleable part has a mfglotsize of 25. This has requires 50 of a piece part as it has a qty per of 2, and this piece part has a mfglotsize of 10 meaning setup cost is £5. During cost rollup the labour cost for the 50 of the piece part includes a single setup cost of £5 ie setup is the same cost for 10 as for 50.
I would have thought that in this case the setup cost would been 5 x setup time as it is 5 times the mfglotsize.
I know that if mfglotsize is left at 0 or 1, the setup cost is applied to each part so I am somewhat confused that setting it to 10 and then running a batch of 50 does not see an increased setup time applied.
In principle does this mean for costing purposes, if mfglotsize is set to anything that is not 1 or 0, a single setup cost is applied to the job irrespective of quantity.
I hop this make sense - it was hard to try and put into words.
The purpose of the Costing Lot Size is to spread the cost of the setup over some arbitrary number of pieces. In your example, once you setup your job for 10, the setup costs (time X rate) are divided by this number. If you make more than 10, great. You’ve already accounted for your setup. If you make less then 10, boo. You will have an unfavorable balance.
The only time what you say is true is if you breakdown and setup for each lot of 10. But if you do it in one job, the setup cost doesn’t change. It’s still the same hours times rate for 10 or 10 million.
Just be clear, you know that costing lot size is only used for the cost part rollup for standard cost, correct?
The company I work for does injection molded plastic. We use it for “spreading” the cost of our scrap material over x number of parts. We know that to manufacture at a minimum quantity of 1 XYZ part, we need to purge x pound(s) of plastic during setup. So in our bill of materials, we add that amount as scrap quantity on the material. In Part maintenance for the part, we add a costing lot size of the amount of parts we would normally run for the lot.
It should work the same for setup labor cost on a job.
Like Mark said above:
labor setup costs per part = (# hours for setup in MOM x setup rate from resource) / costing lot size
Aha I get it - mfglotsize is a modifier used to assess how many parts you would expect to recover costs over.
If we have this set to 10 which gives a setup cost of £5 but run in a batch of 25, setup will correctly remain £5 and the actual cost of the 25 will be favourable as you are the standard cost is based on 10 not 25.
Conversely you run in a batch of 5, you still £5 setup cost so the actual cost will be higher than standard cost for the part.
We have increased the price/costs of some of our purchased parts and doing roll up and comparing to our external parametric quotation system - it calculates this slightly differently:
labor setup costs per part = (# hours for setup in MOM x setup rate from resource) / qty required
so in the examples above you would either be dividing by 5 or 25 to get the quoted price per part.
Ultimately I think I can now explain away any variances and I think we are getting the right answer as our quote engine is ultimately about selling price not cost so in principle we are passing on the higher manufacturing cost to the customer through higher price.
Thanks for your clear and concise answers to my rambling question.
As to COSTING lot size:
STD-COST rolling is the predominant use of this factor.
Quote Worksheet will look to Cost-lot size when evaluating Quote-cost and Quote qty
Costing lot size = 25
Quote for 10…. Costing evaluation is per 25 units being made !
Presuming STD-COST is your part cost method, EPICOR will figure that you are MAKING 25 units, but the costing lot-size is 10 and spread ALL set-up costs through the entire MOM over that qty (ie: 10)!
in your example, Your sub-piece has a SITES > PLANNING > MIN-lot-size of 10 (and MAX of 10) ie: can only make 10 !!!
The total set-up incurred in making those 10 will be distributed to across the 10 parts.
UNIT COST in both cases is determined. YOU must think about UNIT cost and the 6 cost factors of a unit!
Since 2 pieces are needed (qty per parent = 2) the unit cost (times 2) is included in the cost of a finished upper-level unit.
Presume you have the company config to move each of 6 elemental costs to upper-unit
Modules > Production > Job Enable MFG Cost Elements chk-box is checked
You wrote:
During cost rollup the labour cost for the 50 of the piece part includes a single setup cost of £5 ie setup is the same cost for 10 as for 50.
oops!
No it does not!! The part (qty 10) unit cost had 1/10th of all set-up costs on that parts job.
Six cost elements MAterial, Labor, Mat-bur, Burden/Overhead, sub-con, rounding
Job to make 10 units: SET_UP per all OP’s on that job = 99.00
UNIT cost of one unit on that job = 99.00/10 = 9.99
TOP level job needs 2 of these pieces to make one top-level unit.
If aforementioned chk-box is set, and there is NO SET-UP on the top-level job…. UNIT SET-UP COSTS = 9.9 * 2
Look at a Production detail report for lower-level job and upper-level job.
As a result, you will revise your perceived logic to be UNIT COST (with consideration to Qty-per-parent) and total set-up costs to be distributed as unit costs at the lot qty.
Hello Beth,
I noticed in your message that you were able to add in the scrap cost of the material into the standard material cost of the item based on the lot size. I tried doing that today and it did not make much difference.
We use this for our material purge to add a fraction of the cost to the part (we are using standard costing). We know that to run a press, we will use x number of pounds of resin. If we don’t using it, then we are underestimating our cost per part for a typical part run.
So how this works is that on the material tab, we add scrap and select quantity, lets say 2 pounds. On the manufactured part in Part Maintenance, we have a costing lot size of 200. So during the cost roll, it will take the 2 pounds of scrap resin, divide it by 200, then multiply it by the cost per pound of resin.
Unfortunately, it will only cost out one kind of scrap on the material. So we have to cost our percentage of scrap parts on the operation.
Thanks again Beth. I did some testing on a laptop with 10.1.500 and everything worked as expected with scrap factors on material and labor, so I’m wondering if there was an issue? Oh well, just need to keep digging. Thanks again.
Good Info, still kinda odd that Epicor sums the Setup into the Std Cost, its not like every Part takes you that much to Setup, once you complete the Setup you dont repeat it necessarily always.
That’s always been my thought though Haso… shouldn’t you set up the rev so it has a cost the same as how you run it? And if you sometimes run it with setup and sometimes don’t shouldn’t you have a rev or alternate method set up for that? If you most often run it without having to setup the machine then wouldn’t you take that into account when setting up the rev?
It seems to me that a method you base costs off of is not always going to be the method you use on the floor. You said it yourself, sometimes you have setup sometimes you don’t… So shouldn’t you have two different methods for each scenario? And then you choose the method that you want to base your costs off of and when you plan a job you choose the method that reflects what you’re doing that day.
You are confusing me @utaylor. Your method should always reflect what it takes to manufacture your part in a vacuum. If you can leverage the ability to group setups, that is savings for you. But if a rush order comes in and you have nothing similar running, you always want to account for the setup or you will lose your shirt!
I guess in a vacuum it makes sense @jgiese.wci but not if you Group Setups. I guess just have to be smart in figuring out a better Setup Rate or use Load Costing to Divide it down Per Part.
Business doesnt happen in a vacuum and if its a rush then I guess you take a loss, or start charging a misc charge of 100$ “rush fee”, after all they are messing up your entire plan, schedule and you have to accommodate and push everything down and possibly screw other customers and change pickup dates for logistics.
Heres the thing when we run Costing Workbench Epicor is suggesting a Std Labor Rate of 30$ when it should be 1.00$ because they slap the entirety of the Setup to it. So thats why most people use Excel / DMT and not the Costing Rollup because they are confused, as we were Its like we will do all this math and honor Pcs Per Hours and then just + Setup Rate * Setup Hrs
@hkeric.wci unfortunately with setup, you have to think in a vacuum. You cannot guarantee that you will always be able to group setups just like in your example of a rush job. Really, your Costing Lot Size and Min Lot Size should theoretically be the same. You have determined that if you produce less than that, you will lose money.
Practically though, you need to tailor it to your business model. We all use the same concepts, just apply them differently. If you set your costing lot size in the vacuum and you know that the Std Cost is too high, that is where the business decisions need to be made on HOW YOU want to use the field. If adding a Costing Lot Size provides incorrect results, don’t use it. You know that you group setups to drive cost lower. Maybe you decide to add 1% to markup to cover setup charges across the board. Then finance can measure how much setup costs and compare it to the 1% to make sure the production floor is maximizing profit.
While Epicor is fantastic in what it offers, it is just standard business practices that it provides that meet the “average” company. If your industry is not “average” in one area, that is when you need to start thinking outside the box.
And don’t forget to set the subassembly costing lot sizes because they will be used in the top level calculation!
John, sometimes I run setup sometimes I don’t. That’s the vacuum. And I want to cost on the non-setup, but I want to plan daily (at times) and quote and all that based on a setup when there is one.
So how do you set that up? I would have a method where I don’t have setup and I’d have one where I do have set up and then I’d cost on the method that I expect to use the most.
I feel like people think costing = the way you manufacture something and it’s just not so. You can manufacture something many different ways, with setup, without setup, shorter run, longer run (mfg lot size).
I’m not arguing that a method should be different than how you actually manufacture… I’m saying the method you chose to cost on is one thing, the method you use to manufacture on any given day may differ from that method chose in costing. Whatever method you load into the job should be accurate to how you are about to run it.
@utaylor, you are trying to solve everything at once and not thinking through all of the tools available (spoiler alert, I also forgot about what I’m about to say until I started walking it through). @hkeric.wci, I was forgetting this when I answered you earlier too.
Your method should ALWAYS reflect what is actually needed to be done. Full stop. Period. End of line. Why? Because that is the one version of the truth. Adding in “what ifs?” at this level is not productive. Deviating from the one version of the truth would mean that someone somewhere need to remember when they are doing X they need to use Y and when they are doing A they need to use B. The MOM is the MOM is the MOM.
So, what is a person to do? In my case, I need to remember to slow down and walk through the process .
We start with our one and only, golden MOM . Next thing to determine is the Standard Cost.
First thing is to determine the Costing Lot Size. This is determined based off of setup times and yields. It is determined that 25 pieces is the best lot size for the operation with the most setup time, write that down. Now, if you have material yield to factor in, you need to note that too. If the operation with the longest setup time takes 1 piece of something and yields 10 parts, that does not jive with the 25 that was determined earlier. In this case, I would set the Costing Lot Size to 30 because the “best” for spreading the setup was 25 but the input material yields multiples of 10 and you have already said you don’t want to go under 25. Done.
Now that you have a CLS, you can calculate the Material and Material Burden. Simple as multiplying the sum of all those costs times the CLS. (I’m also wondering if MOQs and such factor in? I’m not a costing expert, so something to have in the back of your mind). Done.
Now time to calculate the labor costs. How does Epicor do that? It takes the estimated times on the Operations, multiplies it times the CLS (let’s just assume the prod standard is minutes per piece), and then that is multiplied by the labor rate that is on the Resource Group/Resource. Done.
Now you can start to throw the “what ifs?” at the results. You say that you group like jobs together to save on setup? Great! Change the labor rate on setup to a 1/4 of the normal rate. Or even go to 0 if you want. Now the setup for that operation will calculate at $0 dollars.
Now quoting.
Same settings exist on the RG/Resource. Are you losing quotes due to price? Change the setup from a full rate to a lower rate. If you are happy with your win rate, keep it the same.
We (me included!) need to remember that there were a lot of smart people that have come before us to create these “standard business practices” that Epicor is built on. It’s easy to get lost in the thousands of fields in the system, we need to remember to take a step back sometimes and break down the problem to it’s lowest level to see if it IS even a problem. In this case, Epicor already has us covered, “In the Key of ERP”!