Recently we scheduled a sales order clear out to January and I’m picking up demand for the materials on that order. It doesn’t make sense for me to order most of this stuff right now given that it will sit in our inventory for five months before we even start on this job. I have a feeling that it has something to do with the days of supply settings on these parts. We currently set everything at 60 days and the guy who set that doesn’t work here anymore and no one knows why its set that way. I’m honestly not even sure what the setting does so even if I’m off and it has nothing to do with this problem can someone please explain it to me anyway?
The days of supply is how the system groups demand. So if you have requirement due in 10 days, that will kick of a suggestion, and the system will look ahead 60 days (or whatever you have it set to) and add that to your suggestion. So in that case you would have from today to 70 days out. Then it will repeat. So if you set it to 2 days supply, you would have a suggestion for a PO every 2 days, because you are only keeping 2 days of supply on hand at a given time.
Days of supply isn’t a fence that says only look out x number of days. (It’s easy to confuse).
If you don’t want to see that demand in your PO suggestions, then you need to set your cutoff date in generate purchase suggestions.
This also will interact with other stocking settings, so make sure you do your testing.
Brandon,
Ok so it sounds like the cutoff date setting might be what im looking for then. When you say this will interact with other stocking settings are you referring to changing the days of supply or the cutoff date? And what kind of changes should I look out for?
-Brian
I mean mins and maxes, safety stocks etc. They all have an effect, so it can be a little hard to see what’s going on. For days of supply, basically just think of it as how often you want to receive inventory.
Right but what would those changes? Would that be caused by setting a cutoff date or would it be caused by changing the days of supply?
I think if you have a days of supply set to 60, but your max ends up being only 10 days worth or something, the suggestions generated might not be what you expect. You’ll have to test a bit, I don’t know them all by heart.
Hi Brian,
I think that your demand need by dates are what is likely driving you to purchase/mfr now.
Even if your Sales Order ship by is not until January, if someone made a Job to fulfill it and start sooner, you will get material reqs for the job start. If you have lead times on purchased parts it will try to allow the lead time to be used for purchase. Also any below SS level will drive system to want the supply to come today.
Do you want to paste screenshot(s) of what you’re seeing for evaluation of what’s going on?
Nancy
Reposting to this thread, because I am knee deep in this same area right now. We are trying to balance min/max, lot sizes and days of supply to give us an acceptable level of inventory for our hardware items. So far, it’s extremely frustrating, and I am ready to pull my remaining hair out. When combined with open PO’s that we can lock or unlock both dates and quantities, it makes for a bit of a nightmare.
Hi Gil,
A couple of years back I called Epicor support because I couldn’t for the life of me figure out how it was deciding the quantity to be purchased on a suggestion, more than anything. He told me:
“Talked to Nancy and explained by looking at both Parts I am seeing that it is going out 60 DOS to where needed 3/26 and 5/3. If you look out 60 from that date and at each Parts Min it will be that Qty plus the PO’s out there to make up the safety plus Min. OK to Close Case”
He was talking about this timephase below where we see that the system wanted qty = 22 so that reorder level of 47 was reached within the days of supply.
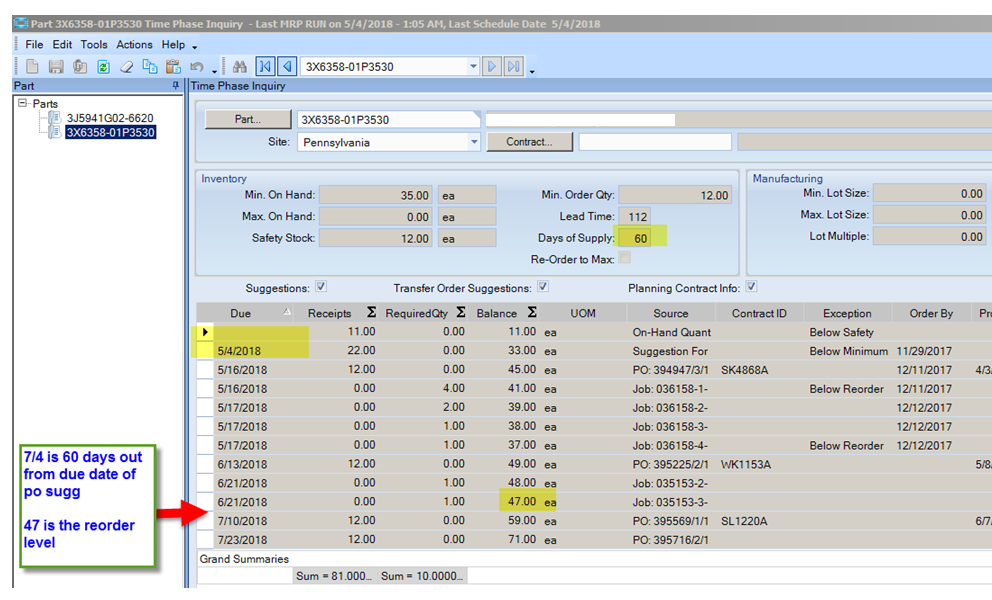
For our long lead items we have had to push the days of supply out far, past the lead time or the PO’s cut weren’t getting counted. We lock our po dates and quantities because we cut more POs rather than change confirmed ones. We use minimum on hand to store our average usage of the part over the lead time. We use a safety stock calculation that takes standard deviation of demand into account, using this somewhat, but more simplified: Insights Blog | ASCM
We have found that we cannot deal with all parts the same, with repetitive use vs very occasional demand, especially requiring different parameters.
Nancy
Nancy -
Interesting stuff. Agree completely on the need to structure the part parameters differently depending upon frequency and consistency of demand.
Gil