Well, IMO, those issues are not related to Epicor (or any scheduling engine on the market), they are “philosophical”.
In the end, it all comes down to how much energy/time you are willing to invest on the production schedule vs the precision of the schedule. It goes like this:
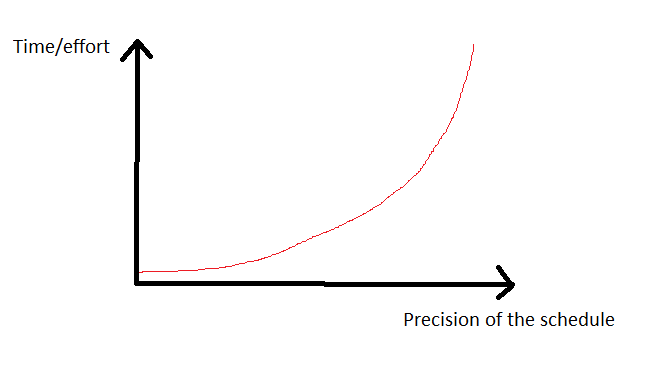
Here are some questions that you need to ask yourself first:
- Are you in a “High Mix/Low Volume” environment, where each and every job, BOM and BOO are different ?
- How accurate are your operations time estimates ?
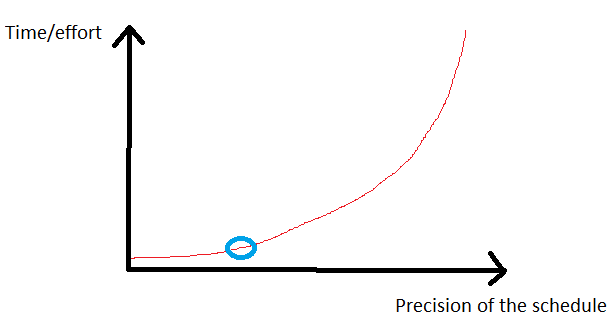
For example, if your welding operation has a time estimate of 10h but in reality the real labor hours clocked on the job goes from 5h to 25h because of multiple factors (bad clocking form employee, each job is different, etc), the time/energy required to update daily the number of employee required on each operation of each job is a total waste of time. You would be at this point of the curve:
Meaning that you can spend 10 man/hour per day updating the schedule but your schedule will never be more precise or of “Better quality”.
If you are in this situation, you can consider the schedule as an “Objective”. Meening that you can schedule the production on a weekly basis to provide the production with a “realistic objective” and every day the production team tries to make the best decisions possible to meet the objective.
For example, for the issue of “what do I do if Jason is sick wednesday ?”, the answer can be nothing. The objective stay the same but you make decisions on the shop floor to make up for it.
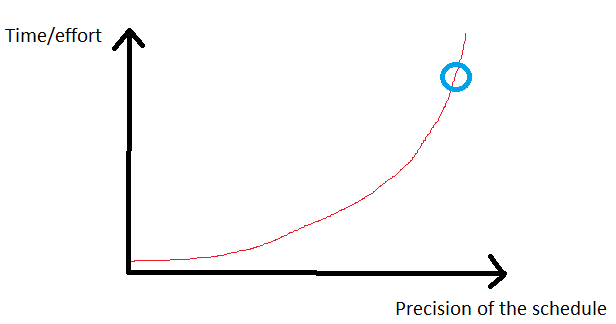
On the other hand, if your time estimates are very precise and you are operating on an assembly line were each job has exactly the same BOM and BOO, then you may be at this point on the curve:
In this case, it may be beneficial to dedicate people to the daily update of the schedule since the gain of precision is great.
So, the answer is “It depends”.
Good luck