Check out the article written for “You Don’t have to Inspect Every Egg: Building Quality Through Six Sigma” illustrates how Six Sigma is less about inspecting every item and more about designing processes to minimize defects from the start. Using the analogy of checking a carton of eggs, it explains how Six Sigma applies statistical methods and data-driven analysis to reduce variability, achieve consistency, and eliminate waste in manufacturing. The foundation of Six Sigma success is clean, reliable data—enabled through ERP and MES tools—and a culture where every employee, not just the quality team, takes ownership of quality. With AI amplifying data insights and Six Sigma providing structured process control, organizations can drive continuous improvement, but ultimately, leadership must embed quality into both systems and culture.

There’s a current Epicor customer that has an alternate view for CERTAIN situations, in this case in-line automotive measurement.
But I do wonder if a Raspberry PI, a camera, and AI might bring 100% inspection to more processes. ![]()
totally agree that inspections need to be done… but depending on the type of part, and the type of inspection process, you may not be able to do 100% inspection. One part I was heavily involved in required a DESTRUCTIVE test for one part out of every spool of wire. i had to be a “completed unit”, not just a small sample run.. AND, we could only get 10-11 completed units from each spool because we did this “Pull test” to find out how strong the unit was. Even if it maxed out the gauge, it was considered damaged by the test.
We used Statistical Process Control on this process… we had 4 machines making parts, and we monitored the pull value from each spool and which machine was used to wind. this allowed us to tune/adjust the 4 machines to be somewhat equal. BUT STILL at the end of the day, we lost over 10% of the finished goods just due to the test. OH, and if the test failed, we could test another unit (to even higher tolorance).. if it still failed, the lot was scrapped.
Is this for physically manufactured items or would this kind of QA mindset apply to services as well?

the mindset of six sigma is applicable, but it is harder to measure. Physical parts can be measured, weighed, observed, but customer satisfication from serving a hamburger is a little harding to quatify.
You aren’t by chance thinking about… say … software as a service are you?
Asking for a friend…
Was thinking our Field Service team but absolutely software applies too.
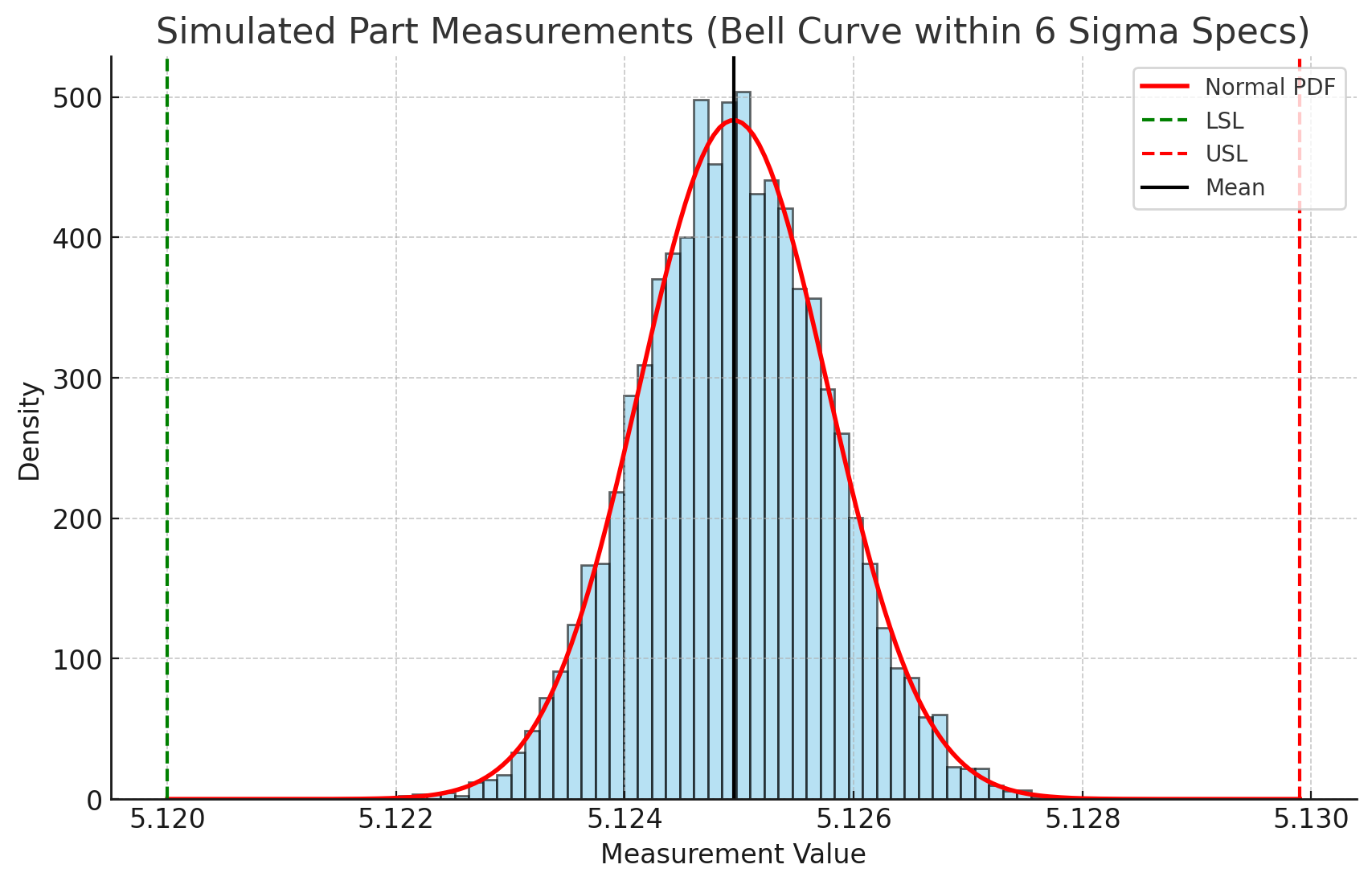
Here are some examples of 6 sigma… the first graph shows where the six sigma values are… if your process is consistant, then there there should be less than 4 chances out fo a million that your parts fall outside of the tolorance:
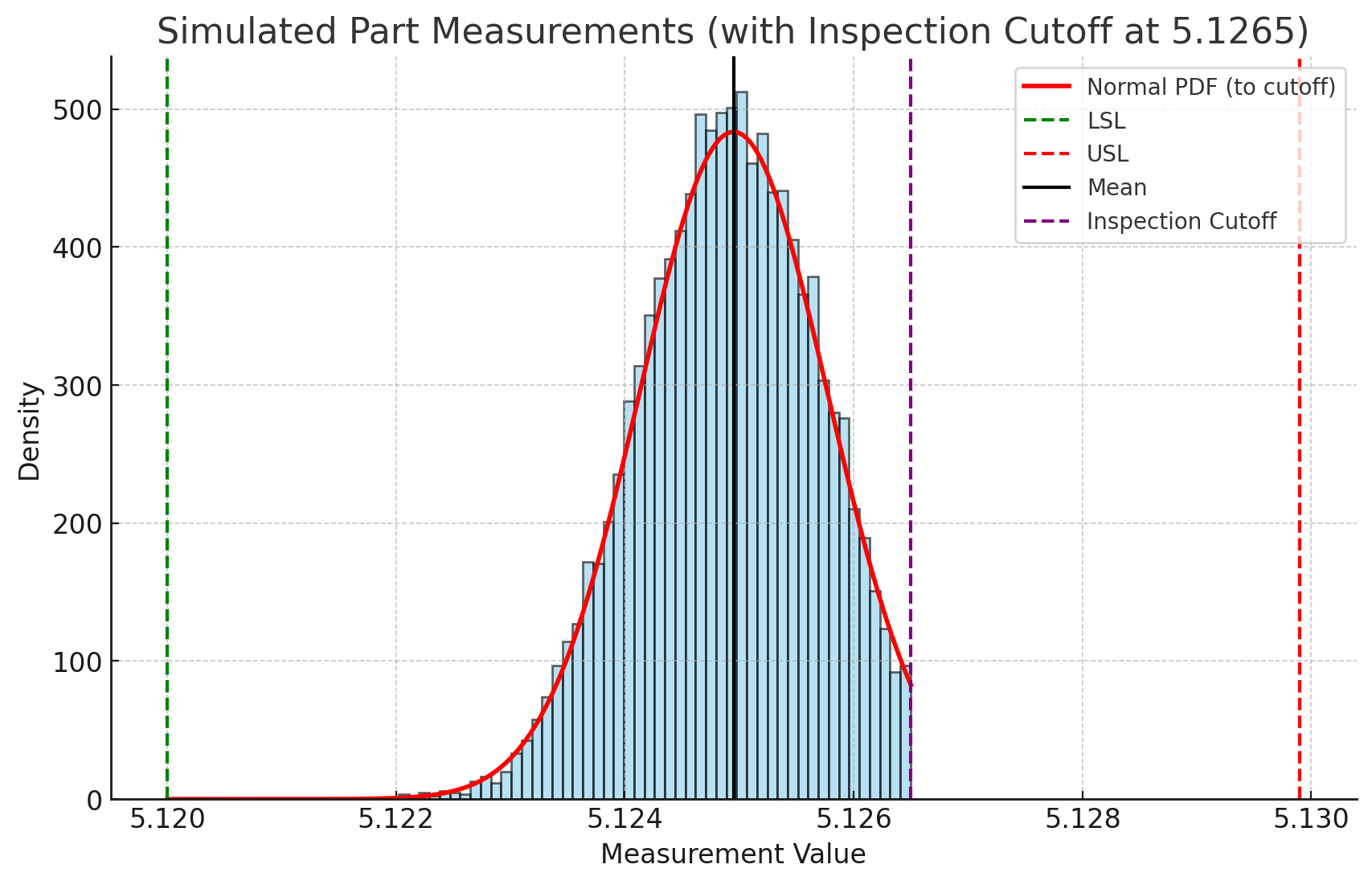
BUT, sometimes, companies will “inspect” quality into their product. In this case below, the inspector rejected all the parts that were above 5.1265. The bell is good on one side, but not on the right side. you know that the inspector COULD make mistakes and accidently miss a bad part:
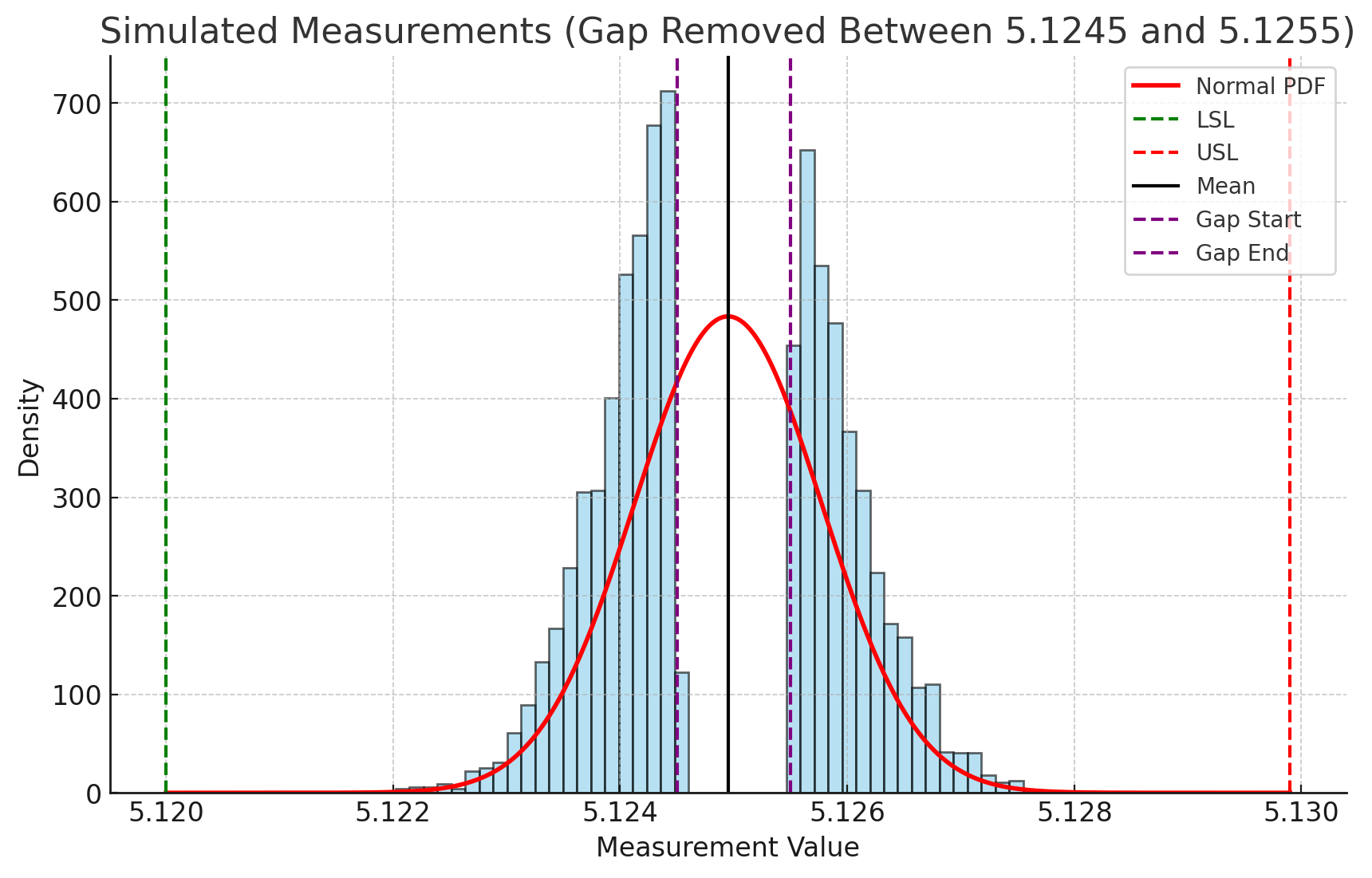
NOTE that if you use SPC, you can also find out if your supplier is taking the good parts out and sending them to another customer. One time we had a supplier send us a bunch of parts, and we took the measurements… found a graph that looked like below. Director of QA rejected the lot, not because the parts were not in spec (100% were in spec) but because the “good” parts in the center were all removed. The supplier was inspecting out the center parts and giving them to another customer for a higher price.
We are testing this right now as a proof of concept. We have a slow-moving line, so we don’t need exceptional speed, but we do need high accuracy.
And our problem isn’t a “part” but all the aspects of a very large part - welds for example. They must be 100% else our customers will have inspection(FDA) problems - not with their product, but with their process. Some of our belts have 100,000+ welds and we are being asked to certify that a 100% inspection was done. Makes us the outlier when it comes to inspection processes. And it’s costing us a fortune in labor…
Yes. The friend. I have a few of those asking the same question. ![]()
I can imagine! Especially if it’s the more complex QA for welding like xray, etc. Not just mark-1 eyeballs or magnets but equipment with cost and wear and tear of their own to taking into account.
Where I used to work (before Epicor a LONG time ago), we had to do 100% inspection on most of our parts (except the destructive tests) because the parts were made with very fine small diameter wire which would break due to heat expansion, etc. We ran nearly all parts through a thermal shock oven to make sure that things stayed connected even when taken below zero and up to a high temp. this also cost us considerable amount of money for QA labor…sometimes more than the manufacturing of the part itself.
BUT the results of this type of Qualtiy comes through.. we made a bunch of parts for the Casini Space probe that flew around Saturn a decade longer than it was ever designed for. Our custom made parts survived until the end, even in the harsh environment of space. Casini was made up of TWO parts… the better known Casini that had its life extended, and the lesser known Huygens probe that was the first human made item to successfully land outside of our moon. We had parts on both probes, as well as some earth-bound parts.
I bring this up, because… when you make something totally custom, you dont have the opportunity to setup Six-Sigma.. there was only one Casini… many of the parts we made were first time / one-time builds. We would start with 10 pieces, finish 8 good ones, do violent tests against a couple, and then the “top candidates” were hand chosen by NASA/JPL for use. Typically they took at least the top 3 good parts (one for flight, one for the ground mirror version, and one for spare “just in case” the ground version failed before the flight version died in space).
100% Tim, this level of effort proves itself in the output.
But I can tell you that past CI/QA folks have tried so many variations of ‘controls’ to improve processes and eliminate expenses. It’s a double-edged sword at best - you either make a custom product that you guarantee/warranty, or you risk losing the market position you have. In our space (no pun intended - ref Casini), quality is everything. All of the production management fads and theories rarely account for our position - mainly because there is nothing to be done. If you sacrifice the quality to gain some monetary or performance benefit, you leave yourself open to someone else willing to put in the work. I’m not formerly trained in 6S, but in conversations with these ‘black belts’, I’ve come to think the 6S (and others) do not focus on that aspect enough - at least not enough to make including this balance in the implementation at any level of priority based on the company’s needs/goals/mission.
![]() I was really only responding to @Mark_Wonsil’s comment, but thought our situation was a valid counterpoint to concepts like 6S.
I was really only responding to @Mark_Wonsil’s comment, but thought our situation was a valid counterpoint to concepts like 6S.