Does anyone know if a new or old feature in Epicor that allows you from an Inventory Finished Good, to track which lots (specifically) were used to build that finished good?
For Example: We are building Wet Wipes
Its componenets are Paper (tracked by lot), Desinfecting Liquid (tracked by lots)
We are building 10,00000 WIPes and lets assume a 1 per Qty per for simplicity sake.
We need to know which component (paper, and liquid) was used to make one Specific Wipe Box. We Report Quantity / Receive Into Inventory Each Pallet of Boxes with a Specific (our) manufactured lot number.
But it being a large JOb we may work it over several days issuing componenets little by little as needed. Maybe we issue 1000 sheets of paper and 1000 liquids (oz) and eventually we run out and we add more etc as needed to complete the job.
We would like the ability to Pick a Finished Lot and know which Lot(s) were involved in making that Particular Finished Good.
I know we could do it using Multi-Level Serial Number Tracking but talk about a nightmare…
We have the same request and the only thing I could come up with Jose was that if you issue the material in the same exact order as you used it and received the finished good at the same time that you completed it, the time series would tell you what lots went into which finished goods.
It’s not a complete thought though, it’s just an idea at this time, cause I didn’t vet out the costing on this with labor and what not.
it’s about what lots went into the finished good when you’re making several batches of a finished good over a long period of time. Like we’ll run for 8 hours and issue several lots to the job, but after every hour or whatever we receive X amount of the finished good. It’s easy to see all the lots that went into the job, as you’re saying, but what exact lots went into the first X amount of finished goods we received is I think what Jose is asking… which is the same as what I was asking of the system… But maybe I misunderstood what Jose was asking.
Yeah I think if you don’t want to do serial # you would need a unique lot for each qty of finished goods that had a unique combination of lot #d materials.
The only way I can see is that when you run out of a lot of any component, you close that job and open a new one and start a new lot with the new combination. We have the same issue with resin. New resin lot? New FG lot. There’s no automated way that I know of the consume the component and then switch. But if lot control is important, then you have to do the extra work.
Also, KANBAN allows you to select component lots. So if you reported afterwards and knew the lot numbers, you’d be good there too.
You should be able to use Lot tracker. If your FG has a lot number, then you should be able to look at Lot Tracker to see all the material by lot that went into building that Finished Good.
So, you are looking for more license plating; ie. I built this part at 10:10 am and this is the material (by lot) that was used in building that individual part, correct?
@Mark_Wonsil, when I was at PTI, we were looking at how to use PCid for this but PCid was just being developed.
It would be worth investigating if there was a way using PCid but then you would have to issue material to that specific ID.
For an injection molder, they want it so that if there is an issue with a part, they can identify when that part was made so that if the entire batch was for 100,000 parts, they don’t have to pull every carton for Quality purposes. If the issue happened at 10:00 p.m. but the job started at 8:00 a.m., they would just have to pull the cartons made from 9:45 p.m. until a time when the issue was identified.
Right, right now we make a pallet (PCID) for each Pallet we build. I’m not sure how / if we could set it up so that the Materials are issued tothe PCID… (the PCID isn’t cvreated till Report Qty)
I worked for many years in a world where we had to do full lot-tracability for our aerospace parts… that meant when we manufactured a part X, we had to be able to tell what part Y and Z whent into X by lot number. We had to be able to say where we acquired part Y & Z and when… for Epoxy & Wire, we also had to track expiration dates (Yes, the insulation on the wire expires).
We had three levels of this tracability… …
First, we had some customers that didnt care for lot control… but in our world, we still did 100% lot tracing “just in case” and to keep everyone following the full lot control rules. while this did add cost to everything, it was much better than forgetting the lot control on the expensive parts (option 3 below)
the second allowed us to “mix lots” of materials into a finished good… ie… we could issue lot 1 and lot 2 of the wire together into the finished good lot 3.
The third had a special rule… “No Mixed Lots”… this was stampped on the traveler. It was for those critical jobs where everything had to be 100% tracable. This meant that when we issued the material to the job, we had to use the lowest quantity of the materials to set the job size… if we only had 60 bobbins of lot 1, then our max job size was 60, even if we needed to make 100. This supported the full 100% tracablity rule. (YES this is a PAIN and there is no automation here).
So… if you allow “mixed lots” then you dont have 100% tracability. You only know “aproximatly” which lot was used… when you look at your finished goods for 100 pieces, you know it was made from either lot 1 or lot 2 of the wire, but you dont know for sure.
But remember, the entire purpose of this type of lot control is to reduce the risk. If you later find out that lot 1 of the wire was bad, you then have to pull all the product that was made from that lot… if there are mixes of that lot, then you might be discarding partss that were made from lot 2 when in fact they are “ok”.
So… my answer… if you need to know for absolute certanty which lots were used to manufacture the parts, then “no split lots” for materials is the answer.
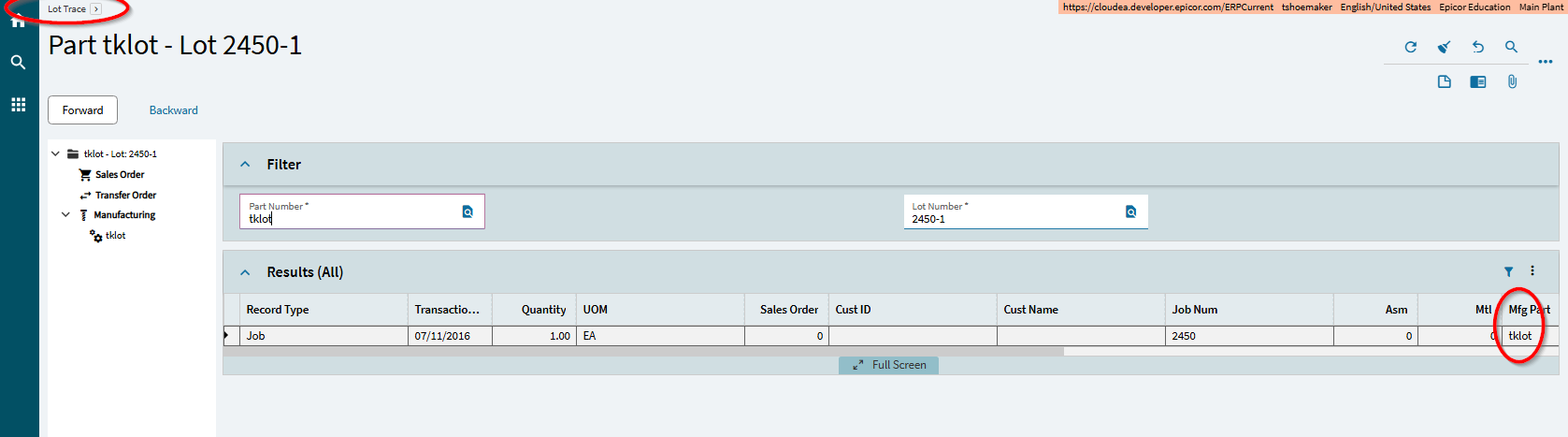
OH… and if you do this, then the PartTran table shows the legacy of the lots. you can see every place that lot was used/shipped over time. You can build queries. But there is also the “Lot Trace” program that shows both where Forward and Backward tracing.. this screen is part of core kinetic.