As @MicromaticQuality said (somewhat) recently:
And you know, that really would be nice.
I will try to do this, with an Epicor Function. If it works out, I’d like to share it, so this makes me wonder, is the process indeed the same for everyone? If not I’ll still try to make it for us, but it would be nice to plan for a broader user base from the start.
First assumption
I am starting with a DMR.
This is how it should be done - you need to rework the thing, therefore by definition the thing is “bad,” meaning not currently usable for production.
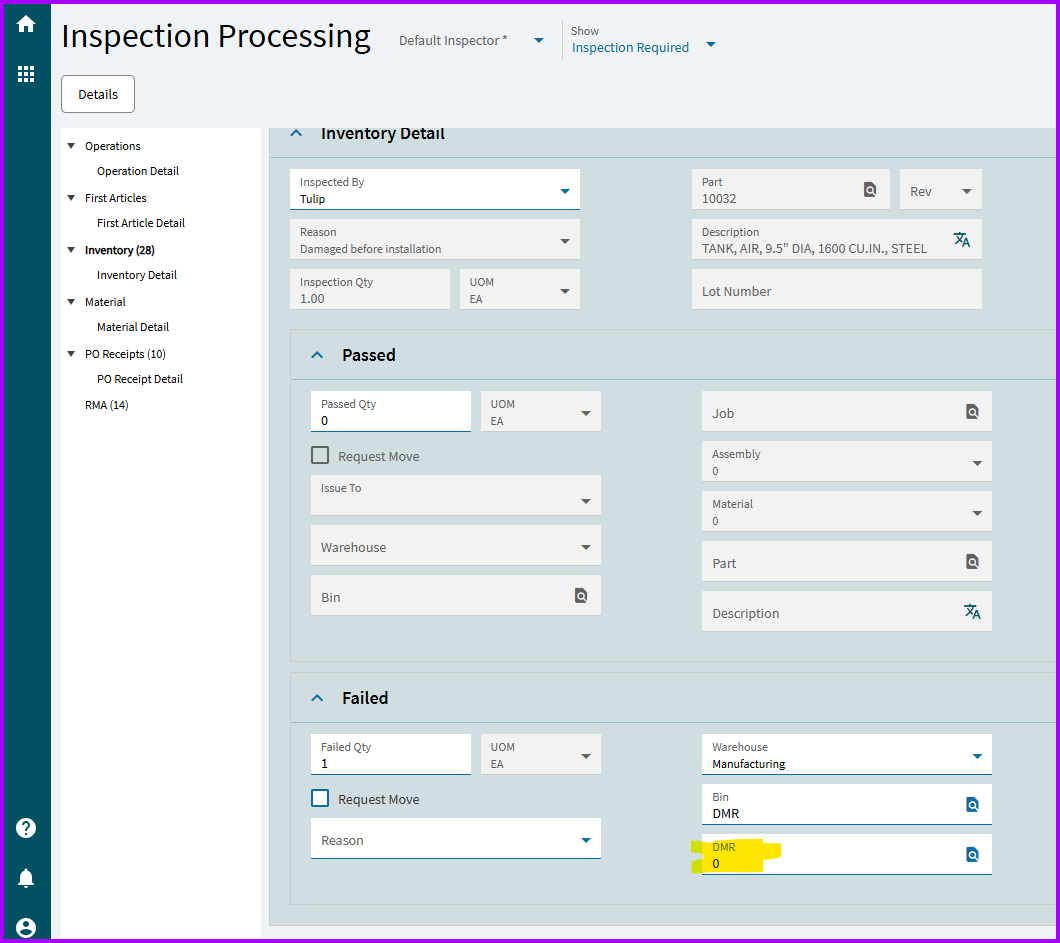
So I’ll read the details off of the DMR.
- Part
- Quantity
- Job it came from, if applicable
- Or if it came from a PUR-MTL, maybe use that job info?
Second assumption
If the DMR parts came from a job (or from a PO for job material), then the result of the rework job is for the parts to go back to that other job (i.e. job-to-job demand link).
Otherwise, return to stock.
Now, it could have come from a PO inspection for a buy-direct part, but I get the sense that you are hosed if that is the case.
Third assumption
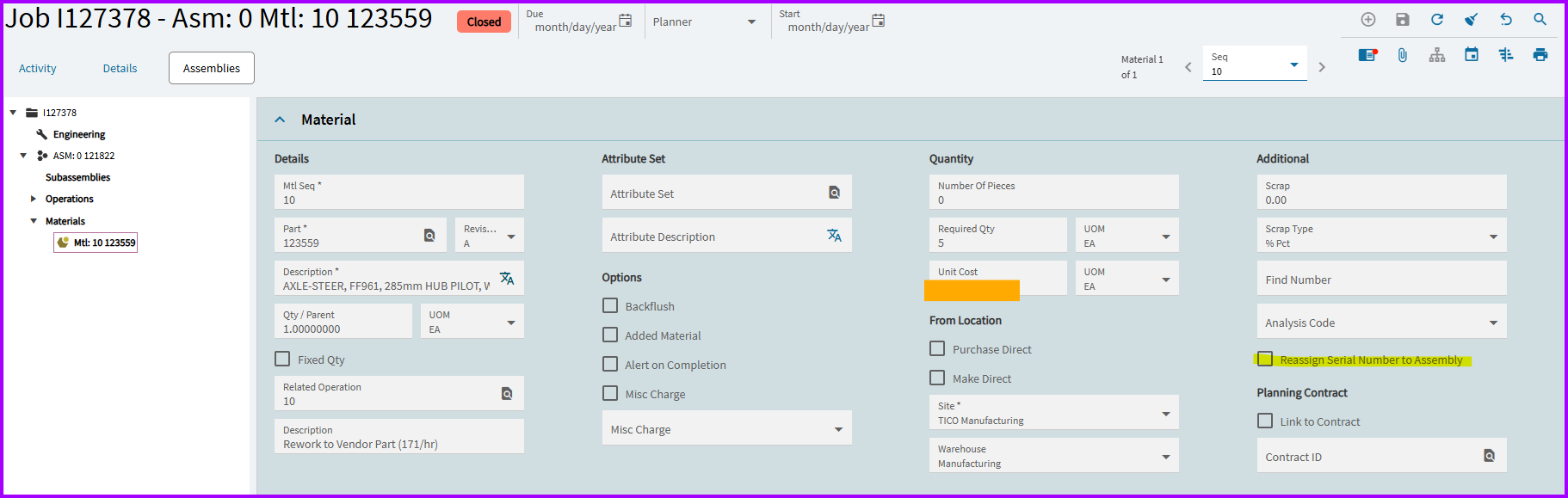
Job format is generally the same for all rework jobs.
Like this:
- The part that job is for (
JobHead.PartNum) is the same part as the part on the DMR - The material on the job is (to start with) only one item and is ALSO the part number from the DMR.
a. Qty/parent is 1 EA
b. Of course you may need to add more components, but that will forever vary. The point here is for a universal template. - At least one operation
a. I’ll make this an input, but intent would be a specific rework operation that has a special (exorbitant) burden rate - Product group - also an input, also should be rework-specific
- Demand link
a. Depends on source - see “Second assumption” above.
b. Qty is DMR quantity… or probably the remaining qty (not yet dispositioned). Again, it’d be an input regardless.
Fourth assumption
After job is created, just go ahead and issue the material from the DMR to the rework job.
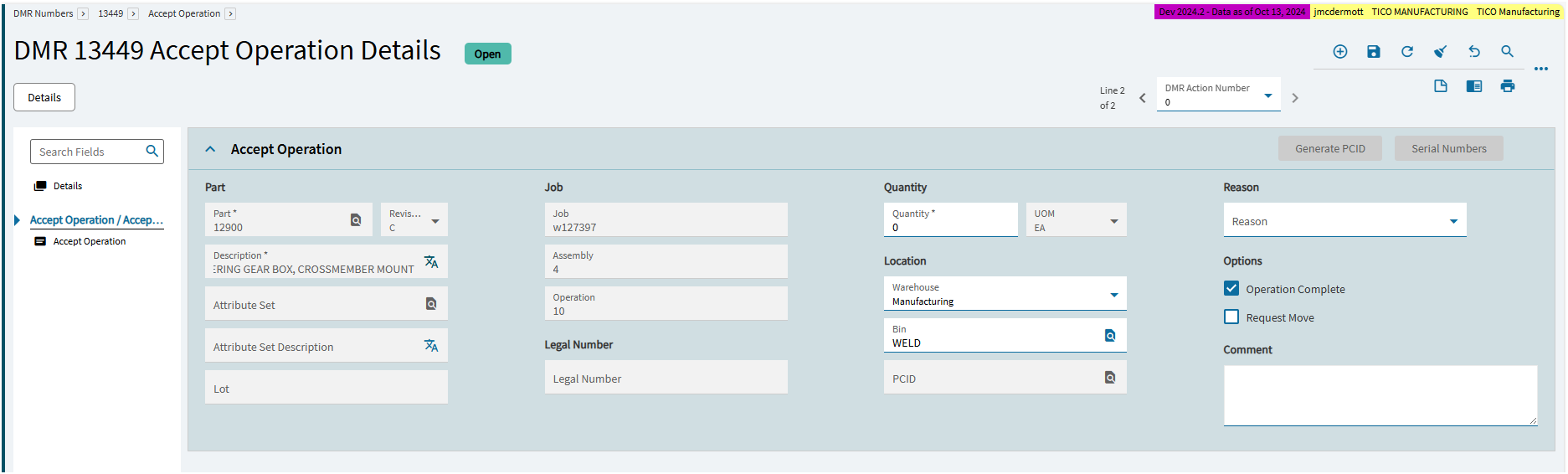
Which is to say that you’d create a DMR action for Accept Material.
- Needs a reason code
- For me, the location pre-populated after I entered the Mtl Seq.
Did I miss anything?
Or make a mistake? Let me know. Well, and let me know if you agree, too.
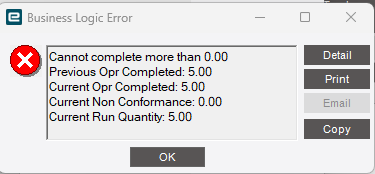
[Edit: Definitely start off with an “ARE YOU SURE?” dialog box.]